

I. 서 론
Ⅱ. 임피던스 분석
2.1 다공판 임피던스
2.2 흡음재의 임피던스 측정
Ⅲ. 흡음주파수 및 흡음률 검증
3.1 흡음률 예측 및 측정
3.2 냉장고 적용 실험
IV. 결 론
I. 서 론
예전부터 소음을 줄이는 방법은 다양하게 연구되어 왔다. 대표적인 방법으로 헬름홀츠 공명기,[1,2] 음향 블랙홀,[3,4] 흡음재[5,6] 등이 제안되었고, 엔지니어는 각각 목표하는 주파수와 설치되는 상황에 따라 설계하였다. 본 연구는 여러 소음저감 방법 중 저주파수 대역을 저감한다는 것은 공간적으로나 비용면에서 어려움이 많았고 이를 해결하기 위해 본 논문은 다공판(Multi-perforated plates, MPP)과 흡음재를 결합하여 더욱 효율적으로 저주파수 소음 대역을 저감하는 방법을 연구하였다. 다공판은 여러 소음 분야에서 연구되었고 특히 미세천공판(Micro-perforated panel)은 Maa[7,8]에 의해 식이 확립되었으며, 그 이후로 미세천공판의 설계에 따른 흡음 특성 차이를 많은 연구가 있다. 대표적으로 미세천공판의 흡음 특성에 영향을 주는 성분은 구멍의 지름, 면적대비 구멍 비율(공극률), 구멍의 형태 등이 있다. 그리고 미세천공판 설계 성분만이 아니라 배치를 이용하여 다양한 흡음 주파수 대역을 설정한다. 또한 효과적으로 흡음 대역을 넓히기 위해서 구멍의 형태를 원형이 아닌 다른 형태로 만들거나[9,10] 또는 효과를 극대화하기 위해 매우 작은 사이즈의 구멍을 만들거나[11] 미세천공판을 여러 겹으로 설치하고[12,13] 판과 벽 사이의 공간을 변형하여 흡음 대역을 넓히는[14] 등 여러 연구가 있었다. 하지만 기존의 미세천공판은 구멍의 크기가 매우 작아 제작이 어렵고 작은 구멍에 먼지가 쌓일 수 있어 일반 냉장고와 같은 작은 가전제품에 사용하기엔 비용적인 문제와 관리의 측면에서 문제가 있다. 이러한 문제점을 해결하기 이번 연구는 기존의 미세천공판과는 다르게 구멍의 지름을 크게 하여 μm 스케일의 구멍이 아닌 mm 스케일 지름의 구멍으로 제작하였고, 구멍의 크기를 크게 하면서 먼지 등으로 인해 시간이 흐름에 따라 성능이 떨어지는 것을 방지하였다. 최종적으로 다공판과 흡음재를 결합해 구멍 크기의 단점을 보완하고 1000 Hz미만의 소음을 효과적으로 흡음하는 것을 목표로 하였다. 설계한 다공판과 흡음재 결합체를 냉장고 기계실 내부에 설치하여 냉장고의 주 소음원인 압축기의 소음저감을 목표로 하였다.
Ⅱ. 임피던스 분석
2.1 다공판 임피던스
References [7]과 [8]에 따르면 다공판은 간단히 생각하면 구멍이 판에 여러 개 있는데, 이때 구멍 간의 거리가 직경보다는 길고 음압의 파장보다는 짧은 작은 구멍의 분포로 표현될 수 있다. 구멍에서 음파의 전파는 다음과 같은 식으로 표현될 수 있다.
Eq. (1)의 는 공기의 밀도, 는 공기의 점성, 는 구멍 끝에서의 압력 차이, (mm)은 구멍의 반지름 벡터, (mm)는 구멍의 두께, 는 particle velocity(m/s)를 나타낸다. Eq. (1)을 활용하여 압력 차와 particle velocity의 비를 이용하면 구멍의 임피던스는 아래와 같이 나타낼 수 있다.
위 𝜔는 각진동수(rad/sec), 𝜎는 공극률, 은 각각 Bessel 함수 제1종 0차, 1차를 나타낸다. 그리고 k는 공극상수로 다음과 같이 정의된다.
Eq. (2)의 는 다공판구멍의 지름을 나타낸다. 아래의 식은 1 < < 10 의 범위 일 때 사용할 수 있는 근사식으로 다음과 같이 제안되었다.
Eqs. (4), (5)에서의 (= 343 m/s)는 공기의 속도를 나타내고, 이때 real part인 은 음향 저항을 나타내고 imaginary part인 은 음향 리액턴스를 나타낸다. Eq. (3)의 은 공기의 임피던스로 나누어져 정규화 되었고, 공극률로 나누어진 것은 전체 면적에서 구멍이 차지하는 면적을 고려한 음향 임피던스를 나타낸다.[15]
2.2 흡음재의 임피던스 측정
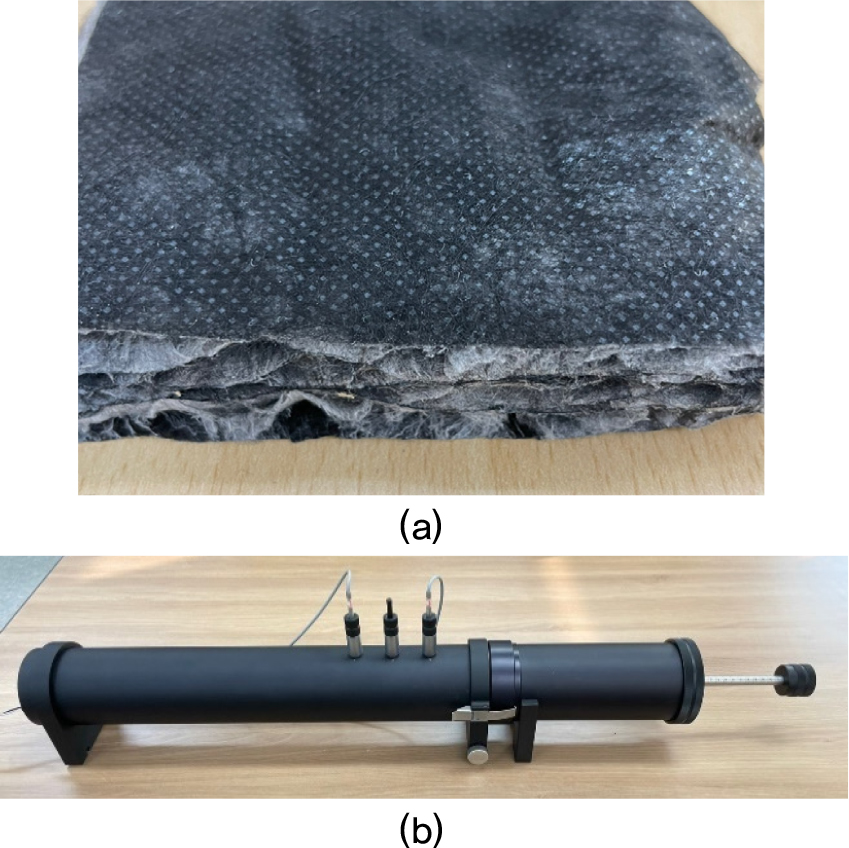
흡음재와 같은 다공성 재질의 성질을 고주파수 대역과 저주파수대역에서 더 정확하게 분석하기 위해선 Johnson-Champoux-Allard(JCA)[16,17] 모델을 사용해서 예측하는데 이때 공극률, 흐름 저항력(flow resistivity), 비틀림(tortuosity), 점성 특성 길이(viscous characteristic length), 열특성 길이(thermal character-ristic length)가 필요하지만 특정하는 데에 어려움이 있다. 본 연구에 사용되는 흡음재는 두께 10 mm 밀도 0.68 kg/m3이며 구성은 여러 겹의 천 소재가 겹쳐 있다. 흡음재의 정확한 특성을 추정하는 것은 완전히 압축되지 않은 형태라서 매번 동일한 측정값을 얻기에 어려움이 있다. 그래서 흡음재의 임피던스를 실험적인 방법으로 측정하여 FEM 해석과 계산에 적용하기로 하였다. 임피던스 측정은 ASTM E1050-19에 따라 측정하였다.[18] 위의 Fig. 1에 있는 Brüel & Kjær에서 제작한 10 cm의 지름을 가지는 임피던스 튜브를 이용하였다. 측정할 땐 좌측의 스피커에서 랜덤 노이즈를 발생시켰고 우측 튜브에 흡음재를 설치하였다. 이때 측정 cut-off frequency는 1600 Hz이다. 임피던스를 측정한 원리는 2-microphone method를 사용하였고 자세한 원리는 아래와 같다.
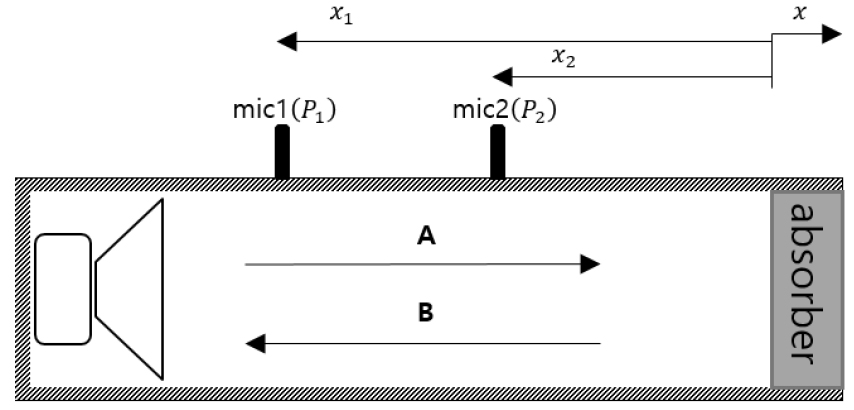
2-microphone method는 Fig. 2에서와 같이 두 개의 마이크를 이용하여 각 지점에서 음압 를 구하고 wavenumber 와 시료에서 마이크까지의 거리 를 이용하여 아래의 식과 같이 입사파의 음압 분포(A)와 반사파의 음압 분포(B)를 다음과 같이 구분해 낼 수 있다.
반사 계수 R을 다음과 같은 식으로 이용하여 측정하는 공기의 임피던스로 정규화된 흡음재의 임피던스 와 흡음률 𝛼를 구할 수 있다.
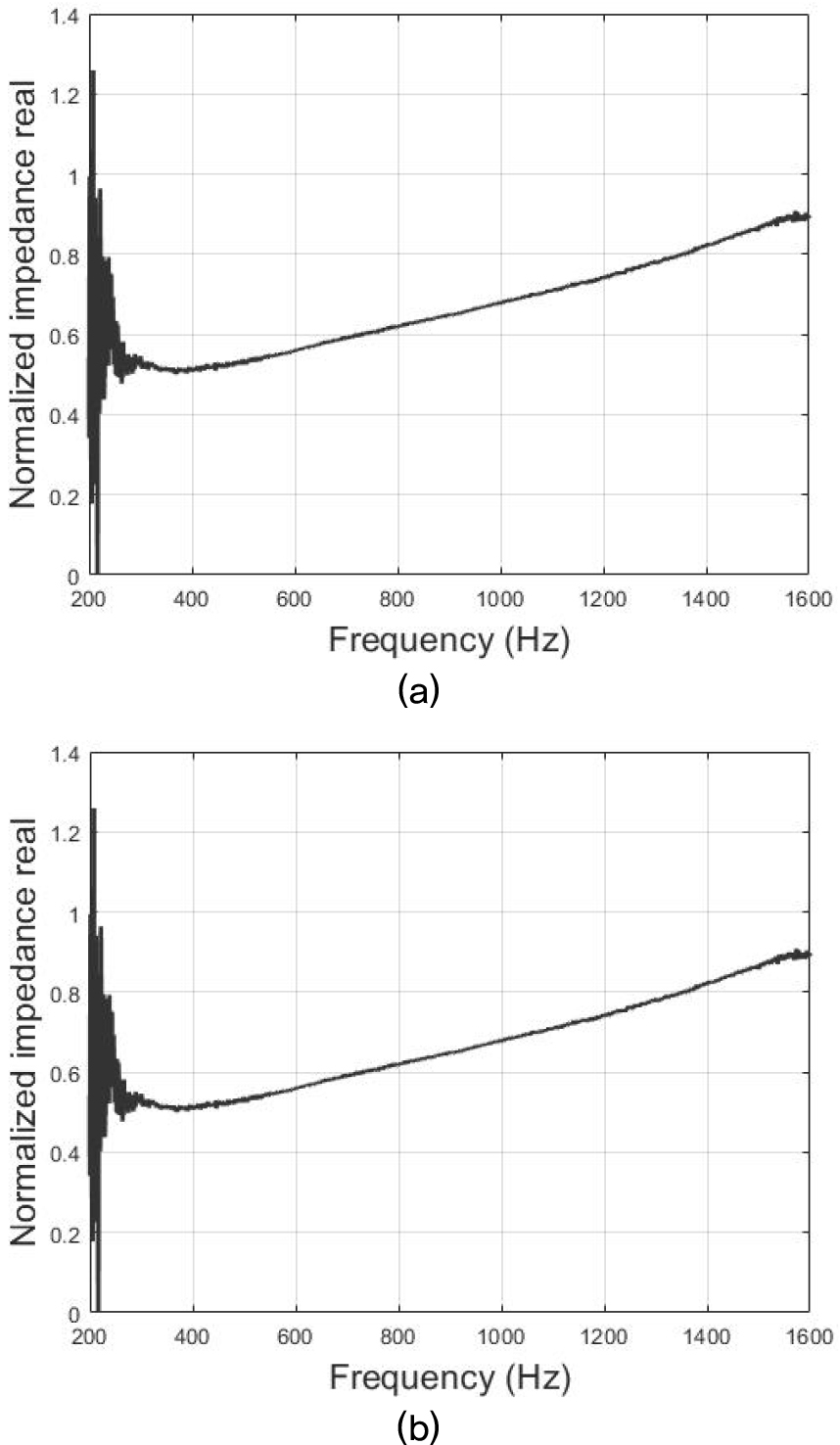
실험에서 측정된 흡음재의 정규화된 임피던스는 아래의 Fig. 3과 같다.
Ⅲ. 흡음주파수 및 흡음률 검증
3.1 흡음률 예측 및 측정
다공판 결합체의 흡음률 주파수대역을 예측하기 위해 아래의 식처럼 정규화된 다공판의 이론적 임피던스와 앞서 임피던스 튜브를 통해 측정한 정규화된 흡음재 임피던스를 더하여 흡음률을 구하였다.
이와 비교하기 위해 흡음률을 구하는 다른 방식으로는 유한요소해석(Finite element method, FEM)을 이용하였다. 유한요소해석은 임피던스 튜브 실험을 통해 얻었던 흡음재의 임피던스를 이용하여 다공판과 흡음재를 결합한 상황을 연출하였다. 해석에서 얻은 결과를 토대로 흡음대역을 예측하여 목표주파수에 맞는 흡음률 대역을 가지게 다공판 결합체의 흡음률을 계산하는 것을 목표로 하였다. 유한요소해석은 임피던스 튜브의 규격과 같은 치수의 원통 형태로 모델링 하였고, 원통의 외부는 전부 hardwall로 설정하여 임피던스 튜브와 같은 상황을 부여하였다. 스피커의 역할을 하는 Input은 planewave를 1 Pa로 부여하였다. 또한 각 마이크 지점 2곳에서의 Eqs. (7)과 (8)에서의 압력P1, P2를 면적에 대한 압력의 평균값으로 구하였고, 이렇게 구한 압력을 이용해 입사파의 음압 분포, 반사파의 음압 분포를 구하였다. 마지막으로 얻어진 결과를 Eqs. (9)와 (10)에 대입해 반사율과 흡음률을 구할 수 있다.
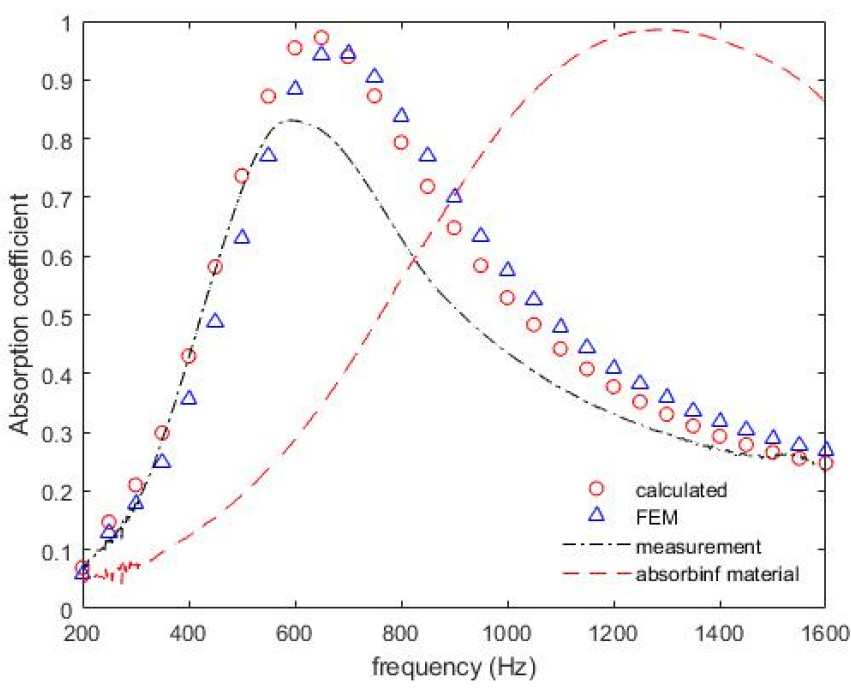
유한요소해석에서 분석한 다공판은 위의 Fig. 4에서의 구멍의 지름(d)는 5 mm 두께(t)는 1 mm 다공판의 지름(D)는 100 mm로 설정하였다. 다공판 뒤 감쇠역할을 하는 공동 대신 앞서 측정한 흡음재의 임피던스를 적용해 흡음재와 다공판이 결합한 상황을 설계하였다. 냉장고에 설치할 수 있는 다공판의 크기와 개수가 한정적인 걸 생각 하여 여러 공극률을 분석한 결과 원하는 주파수 대역에서 흡음효과를 보이는 공극률 0.01로 선정하여 다공판을 제작하였다. 흡음률의 계산, 시뮬레이션, 실험 결과는 아래와 같다.
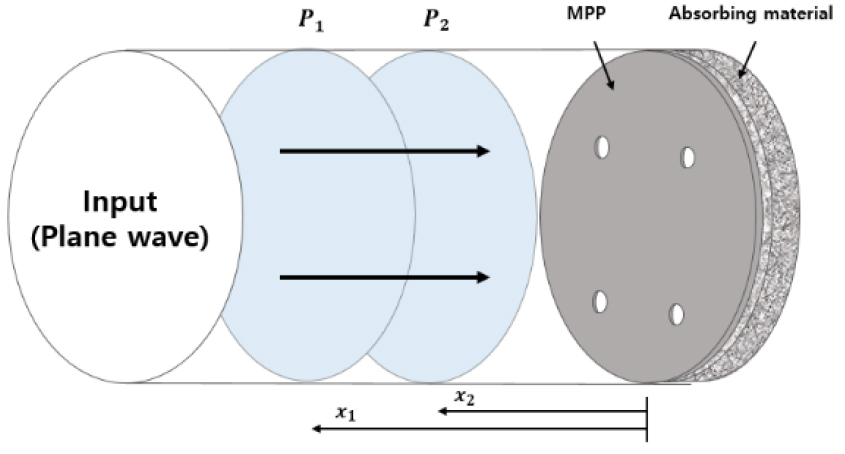
Fig. 5에서의 흡음재의 흡음률 결과는 피크주파수 1280 Hz로 고주파수 대역에서의 효과를 보여준다. 유한요소해석 결과와 임피던스를 이용한 계산 결과는 피크주파수 650 Hz로 매우 비슷한 결과를 보여준다. 하지만 임피던스 튜브에서 측정한 결과는 피크주파수 600 Hz의 결과를 보여준다. 천 소재의 흡음재의 특성상 압축률을 매번 똑같이 설정하여 측정하기 어려움이 있어 다소 결과에 차이가 보인다. 하지만 흡음률 주파수 대역폭은 흡음재의 피크주파수랑 비교하면 저주파수 대역으로 이동하는 것을 확인 하였고 처음에 목표로 잡은 1000 Hz 미만의 주파수인 500 Hz ~ 800 Hz 대역에서 뛰어난 효과를 보여주어 냉장고에 적용했을 때의 효과도 기대할 수 있다. 이후 흡음대역을 검증하기 위해 공극률 0.01을 가진 다공판과 흡음재를 결합한 뒤 냉장고에 적용하여 실험을 진행하였다.
3.2 냉장고 적용 실험
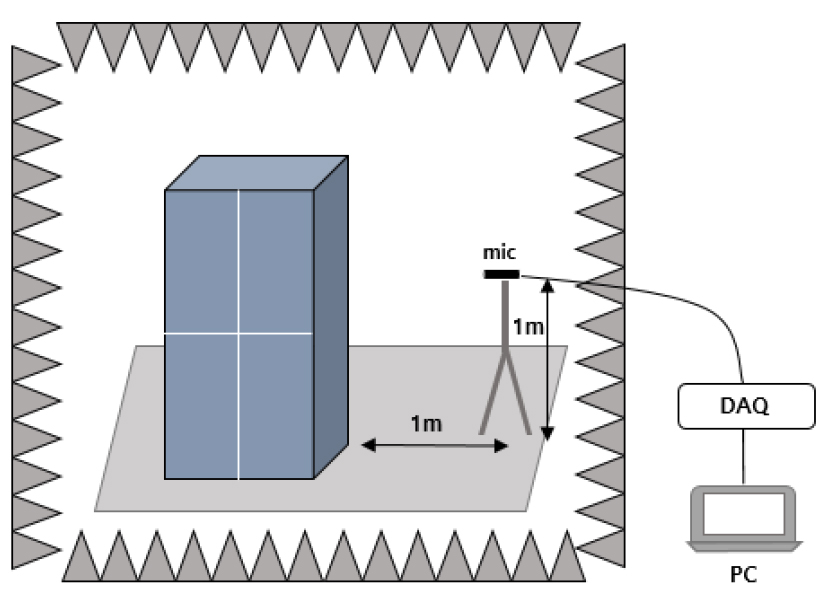
냉장고 소음실험은 반무향실에서 진행하였다. 냉장고 온도설정은 초기설정을 사용하였고, 내부는 아무것도 넣지 않았다. 설정온도에 도달하여 안정적인 운행이 반복될 수 있도록 하루 전 냉장고를 가동한 이후 실험을 진행하였다. 냉장고 대부분의 소음은 기계실 내부의 압축기에서 발생하기 때문에 소음측정은 냉장고의 후면에서 진행하였다. 소음저감을 효율적으로 하기 위해서는 압축기 주변에 설계한 다공판을 설치하여야 하며 이번 실험에서는 압축기 주변 좌측, 상부, 우측하부 세 군데에 설치하였다. 설치는 기계실 특성상 모든 벽면에 부착은 어려워 각 벽면 일부에 다공판결합체를 설치하였다. 제작한 다공판은 유한요소해석에서 설계한 것과 같이 흡음재와 결합한 상태에서 소음이 새어나가는 것을 방지하기 위해 옆면을 막았고 마이크는 아래의 Fig. 6에서 나타내었듯이 냉장고 뒷면 거리 1 m 높이 1 m 설치하였고 LMS Test.Lab을 이용하여 신호를 받았다.
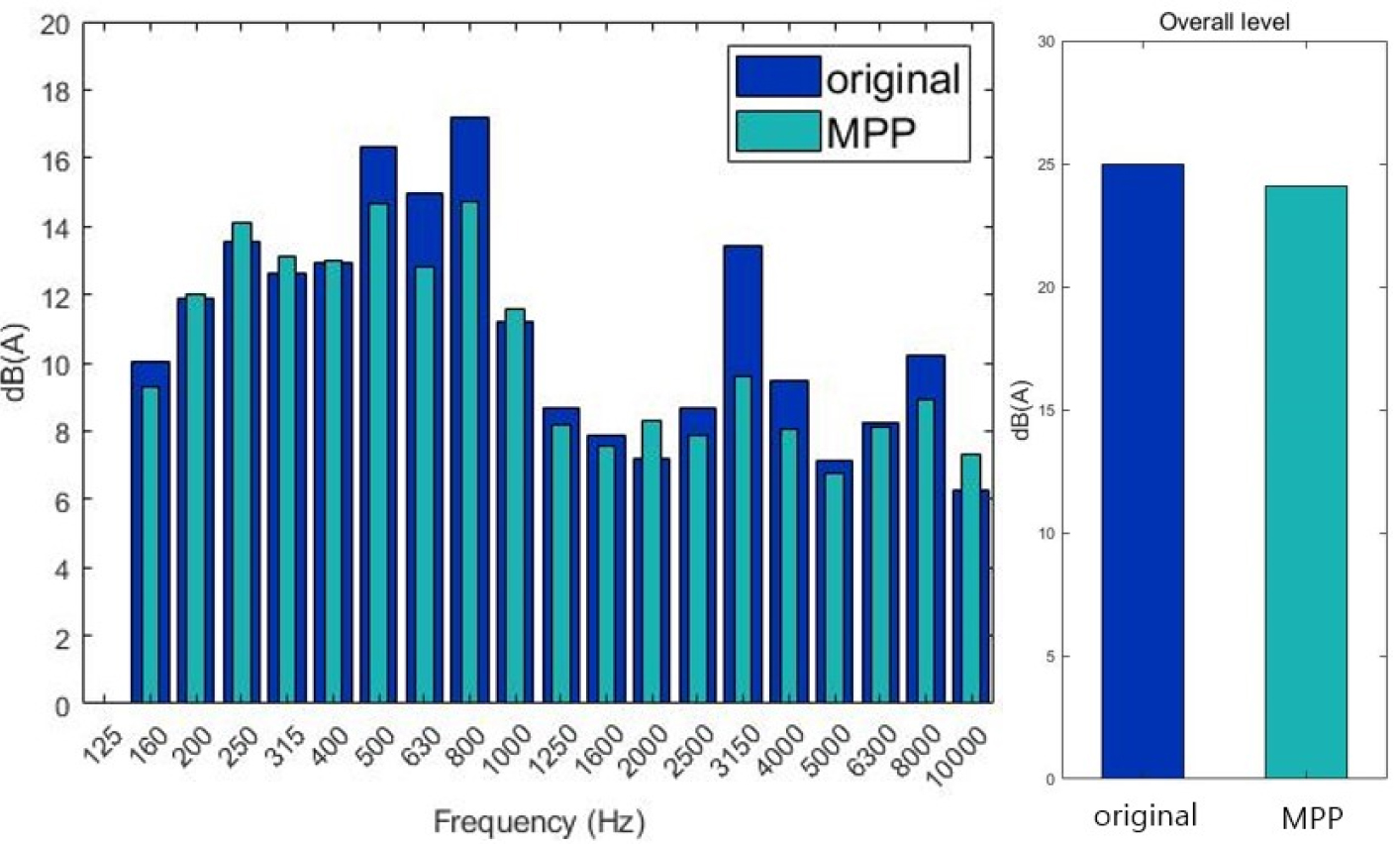
실험은 아무것도 설치하지 않은 기존 냉장고의 소음실험 결과와 다공판+흡음재 결합체를 설치한 소음실험 결과를 비교하였다. 실험 시간은 냉장고 압축기 가동 사이클의 기준으로 하였고 효과 검증을 위해 사이클 중 같은 운행을 하는 부분의 소음 스펙트럼을 비교하였다.
Fig. 7과 같이 기존 냉장고 소음과 비교해 500 Hz ~ 800 Hz 대역에서의 소음이 1/3 Octave Band 기준 대략 3 dB(A) 정도 줄어드는 것을 볼 수 있고 Overall Level은 0.9 dB(A) 감소하였다.
IV. 결 론
본 연구는 다공판과 흡음재를 활용하여 기존의 미세천공판과는 다르게 큰 구멍의 다공판을 설계하여 제작과 관리에 용이하게 만들었고 이를 흡음재와 결합하여 냉장고 기계실의 주 소음대역인 1000 Hz 미만의 주파수 대역에서 작동하는 흡음구조를 설계하였다. 다공판을 흡음재와 결합하여 측정한 흡음률이 기존 흡음재의 흡음률에 비해서 저주파수 대역으로 이동하는 것을 확인 하였다. 이를 검증하기위해 반 무향실에서 진행한 냉장고 기계실 소음측정 결과 흡음 대역 예측에서 보였던 500 Hz ~ 800 Hz 대역에서의 흡음 역할을 수행하는 것을 확인할 수 있었고 전체 소음 0.9 dB(A)이 줄어들었다. 이 결과는 다공판결합체의 설치면적을 늘릴수록 늘어날 것으로 보이며 현재는 냉장고 기계실 내부의 공간적 한계에 막혀 다공판결합체의 설치에 어려움이 있지만 제조단계에서 다공판결합체를 적용할 방안을 고안하면 소음저감 효과는 더욱 클 것으로 예상된다.
