

I. 서 론
성덕대왕신종으로 대표되는 한국종은 그 수려한 외관이나 역사적 배경뿐만 아니라, 우수한 소리 특성으로 국내외에 널리 알려져 있다. 특히 한국종은 음향학적 측면에서 서양종이나 다른 동양종이 갖지 못 하는 독특한 요소를 갖는다. 맑고 조화로운 타격음은 명동이란 음향학적 요소에 의하여 크게 증폭되어 더욱 웅장하게 들린다. 또한, 미세한 비대칭 요소들이 절묘하게 어울려 만드는 맥놀이는 종이 마치 살아서 숨을 쉬는 것처럼 느끼게 하고, 여음의 맥놀이는 끊어 질 듯 이어지는 애절한 느낌도 준다. 이러한 독특한 음향 특성에 관하여 많은 연구가 진행되어 왔다. 염영하는 많은 한국종을 대상으로 진동 음향적 특성을 조사하여 집대성하였다.[1] 이병호는 한국종의 타격음의 우수성을 정량화시켜 평가하는 방법을 제시 한 바 있으며,[2] 성덕대왕신종의 명동의 공명조건을 음향학적으로 처음 검토하였다.[3] Hong 등은 한국종의 맥놀이 원인을 미소 비대칭링 모델을 사용하여 이론적으로 규명하였다.[4] T. D. Rossing은 한국종의 소리를 발생시키는 진동모드를 서양종의 모드와 비교하였다.[5] 김양한 등은 성덕대왕신종의 방사음을 측정하여 가시화시켰고,[6] 명동의 공명 주파수를 실험적으로 확인하였다.[7] Kim 등은 미소 비대칭 요소를 갖는 원통쉘의 맥놀이 응답을 정식화시켰으며,[8] 성덕대왕신종을 대상으로 맥놀이 지도의 개념을 제시하였다.[9] Park 등은 등가 링 이론을 사용하여 맥놀이의 강도와 주기를 조절하는 방법을 제시한 바 있으며,[10,11] 정원태 등은 종 내부 공명음이 외부로 전달될 때의 주파수전달 특성을 이론적으로 규명하고 실험적으로 검증하였다.[12,13]
그러나 많은 연구에도 불구하고, 적절한 주기를 갖는 선명한 맥놀이를 만드는 것과, 최적의 공명조건을 만족시키는 명동을 만드는 것은 아직 실용화되지 못하고 있다. 특히 맥놀이는 주조 오차와 복잡하게 분포하는 문양에 의한 비대칭성이 원인인데, 이러한 비대칭성은 예측 및 설계가 어렵다. 따라서 맥놀이 특성이 불만족스러운 경우, 주조 후에 종 내부를 국부적으로 연삭하여 비대칭성을 인위적으로 변경시키는 조절과정을 거친다. 이에 관련하여 종을 단순화시킨 등가 링을 이용하여 맥놀이를 조절하는 방법론이 제시된 바 있다.[14] 그러나 실제 종의 제원을 고려하지 못하여 주조 현장에서 직접 적용하는 데에는 한계가 있었다. 그 보완 대책으로, 본 연구에서는 실제 종의 맥놀이 주기를 조절하는 방법을 제시하고자 한다. 본 방법에서는 실제 종에 가까운 축대칭 유한요소모델을 구성한 후, 측정된 주파수 쌍과 모드 쌍 데이터를 만족시키는 등가 종 모델을 구성하였다. 구성된 등가 종 모델을 대상으로 종의 하단부에 연삭에 해당하는 두께 변화를 주어 맥놀이 주기의 변화를 예측하였다. 맥놀이 예측 결과는 실제 종의 연삭 실험 결과와 비교하여 그 타당성을 검증함으로써, 실제 종의 맥놀이 조절에 이용이 가능하도록 하였다.
II. 등가 종의 구성
2.1 시험 종의 유한 요소 모델링
성덕대왕신종의 축소 모형 종을 대상으로, ANSYS 13.0[15]를 사용하여 유한요소해석을 수행하였다. 축대칭 유한요소해석 모델을 구성하기 위하여, 총 질량과 체적을 정밀 측정하여 밀도를 구하였고, 종 높이를 20 등분하여 위치별로 내/외경을 측정하고 평균 두께를 구하였다. 표면의 문양은 무시하고 원주상을 72등분하여 총 1,872개의 2차 육면체 요소(HEX20)를 사용하여 종의 축대칭 기본 구조를 결정하였다. 청동의 탄성계수는 재료 핸드북 데이터[16]에 근거하되, 맥놀이를 만드는 1차 고유진동수 해석치가 측정치에 근사하도록 미세하게 조정하였다. 그림 1은 주요 설계변수 값을 표시하며, 표 1에 주요 제원을 표시한다. 표 1에서 외경 및 두께는 주조 오차 때문에 갖는 편차를 고려하여 원주상 22.5도 간격으로 측정하여 산술평균치를 구하였다. 그림 2는 원주상의 각 위치에서 측정한 직경 및 두께의 분포를 보이는데, 직경은 비교적 균일하나 두께는 변동 폭이 커 주조 오차가 상당함을 보인다.
|
그림 2.시험 종의 비대칭성 Fig. 2.Asymmetric property of the test bell. |
2.2 시험 종의 모드 쌍 측정
종의 기본 구조는 축대칭 회전쉘에 다양한 비대칭 요소들이 부가된 구조로 볼 수 있다.
Donnel-Mushtary-Vlasov 쉘 이론에 근거하면, 회전쉘에서 소리를 방사하는 반경방향 진동성분의 직교 모드 쌍 모델은 다음과 같이 표시 가능하다.[17]
| (1) |
| (2) |
여기서, ![]() 는 회전쉘의 높이 축에 따른 진동형이고,
는 회전쉘의 높이 축에 따른 진동형이고, ![]() 는 원주상에서의 진동형이다. 본 연구에서 맥놀이를 만드는 1차 진동모드에서는 n=2이다. 완전 축대칭일 경우 위상
는 원주상에서의 진동형이다. 본 연구에서 맥놀이를 만드는 1차 진동모드에서는 n=2이다. 완전 축대칭일 경우 위상 ![]() 에 무관하게 하나의 고유진동수를 가지나, 미세한 비대칭성이 있을 때는
에 무관하게 하나의 고유진동수를 가지나, 미세한 비대칭성이 있을 때는 ![]() 의 절점 위상을 갖는 L, H 모드 쌍과
의 절점 위상을 갖는 L, H 모드 쌍과 ![]() 의 주파수 쌍으로 분리된다. 여기서 L 모드는 진동 모드 쌍 가운데에서 낮은 고유진동수를 갖는 진동모드이고, H 모드는 높은 고유진동수를 갖는 모드를 의미한다. 안성종 등은 종 표면에서 방사되는 음압도 식(1)의 분포를 가짐을 이론적으로 증명한 바 있다.[18] 이에 근거하여 본 연구에서는 타종시 종 표면에서의 방사음을 마이크로폰으로 측정하여 주파수와 모드 데이타를 측정하였다. 가속도계를 사용하지 않은 이유는 가속도계의 질량이 미세한 비대칭성에 미치는 영향을 배제시키기 위함이다.
의 주파수 쌍으로 분리된다. 여기서 L 모드는 진동 모드 쌍 가운데에서 낮은 고유진동수를 갖는 진동모드이고, H 모드는 높은 고유진동수를 갖는 모드를 의미한다. 안성종 등은 종 표면에서 방사되는 음압도 식(1)의 분포를 가짐을 이론적으로 증명한 바 있다.[18] 이에 근거하여 본 연구에서는 타종시 종 표면에서의 방사음을 마이크로폰으로 측정하여 주파수와 모드 데이타를 측정하였다. 가속도계를 사용하지 않은 이유는 가속도계의 질량이 미세한 비대칭성에 미치는 영향을 배제시키기 위함이다.
그림 3은 시험 종의 맥놀이를 만드는 1차 고유진동수쌍을 보인다. 그림 3(a)는 L,H 모드 절점의 정중앙을 타격하고 같은 지점에서 측정한 경우로, 두 주파수 성분이 대등하게 발생하는 것을 보인다. 그림 3(b)는 H모드의 절점을 타격하여L 모드만 진동시킨 경우이고, (c)는 L 모드의 절점을 타격하여 H 모드 진동수만 발생시킨 경우이다. 1차 진동모드 쌍은 444.53 Hz와 451.17 Hz의 L,H 주파수를 가지며, 맥놀이 주기는 이 두 주파수 차이의 역수인 0.15초로 상당히 빠른 편이다. 소형종의 경우, 작은 주조 오차도 상대적으로 큰 비대칭성을 유발시키므로 맥놀이 주기가 짧은 경향을 보인다. 그림 4(a)는 모드 쌍 데이터를 측정하는 장면이고, (b)는 절점 측정치와 식(1)을 사용하여 모드 쌍을 그린 결과이다. 모드 쌍의 절점 위치는 충격 해머 신호와 마이크로폰 신호 사이의 주파수응답 함수로부터 확인하였고, 절점 부근에서는 세분하여 타격하면서 각각의 피크레벨이 최소가 되는 위치를 구하였다. 표 2는 1차 주파수 쌍과 모드 쌍의 절점 데이터를 보인다. ![]() 는 각각 타격점(당좌)을 기준(0°)으로 하는 L, H 모드의 절점 위상으로 절점은 모드별로 90° 간격으로 위치한다.
는 각각 타격점(당좌)을 기준(0°)으로 하는 L, H 모드의 절점 위상으로 절점은 모드별로 90° 간격으로 위치한다.
|
(a) |
|
(b) |
|
(c) |
그림 3.시험 종의 1차 주파수 스펙트럼(a) 동등 가진(b) H 모드 절점 가진(c) L 모드 절점 가진 Fig. 3.1st frequency spectrum of the test bell.(a) Equal excitation,(b) H mode node excitation,(c) L mode node excitation. |
|
(a) |
|
(b) |
그림 4.시험 종의 1차 모드 쌍(a) 측정 장면, (b) 모드 쌍 Fig. 4.1st mode pair of the test bell.(a) Photo of measurement, (b) Mode pair. |
2.3 등가 종의 구성
등가 종의 구성은 Rourke 등[19]과 박한길 등[10]에 의하여 제시된 등가 링 이론에 근거한다. 등가 링 이론에 따르면, 미소 비대칭 링과 동일한 모드 쌍 조건을 갖도록 축대칭 링에 한 개 이상의 집중 질량을 부가하여 구성된다. 이러한 등가 링은 여러 개가 만들어질 수 있으나, 모든 등가 링은 국부적으로 구조 변경시킬 때, 모드 쌍의 변화가 동일하다는 것이 이론적으로 증명된 바 있다. 박한길 등은 하나의 모드 쌍 조건을 만족시키는 가장 단순한 등가 링으로, 축대칭 링에 하나의 집중 질량을 갖는 등가 링을 제시한 바 있다.[11] 이에 근거하여 본 연구에서는 맥놀이를 만드는 1차 모드 쌍 조건을 만족시키도록, 하나의 집중 질량을 갖는 등가 종을 구성하였다. Hong은 링 이론으로 원주상에 집중질량이나 컷을 부착하는 위치가 H 모드의 절점 ![]() (L 모드의 배)가 되는 것을 밝혔다.[4] 또한, Kim 등은 원통쉘을 대상으로 리셉턴스 해석법으로 이를 확인하였다.[8] 이에 근거하여 등가종에 필요한 집중 질량의 위치를 정할 수 있다.
(L 모드의 배)가 되는 것을 밝혔다.[4] 또한, Kim 등은 원통쉘을 대상으로 리셉턴스 해석법으로 이를 확인하였다.[8] 이에 근거하여 등가종에 필요한 집중 질량의 위치를 정할 수 있다.
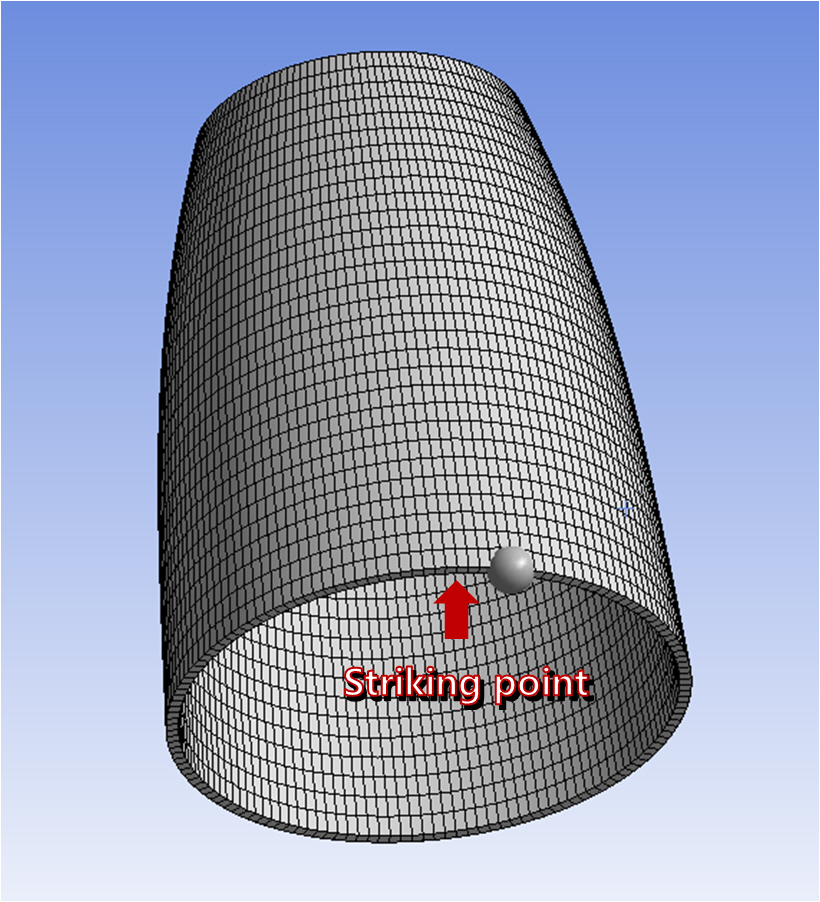
등가 종이 실제 종과 동일한 모드 쌍의 배치를 갖도록, 집중 질량을 H 모드의 절점 가운데 하나인 ![]() 8.44°에 부착하였다. 맥놀이 주기는 집중 질량의 크기로 결정되는데, 이에 대한 이론 모델은 없다. 여기서는 측정된 맥놀이 주기와 동일한 값을 갖도록 유한요소해석을 통하여 찾았다. 그림 5는 종의 총질량에 대한 집중질량의 비를 증가시키면서 L, H 모드 진동수 변화를 유한요소해석으로 구한 결과이다. 질량비 증가에 따라 H 모드와 L 모드의 주파수 차이는 거의 선형적으로 증가하고, 이에 따라 맥놀이 주기는 쌍곡선 형태로 감소한다. 해석으로부터 1%의 질량비 즉 11.14 g의 집중질량을
8.44°에 부착하였다. 맥놀이 주기는 집중 질량의 크기로 결정되는데, 이에 대한 이론 모델은 없다. 여기서는 측정된 맥놀이 주기와 동일한 값을 갖도록 유한요소해석을 통하여 찾았다. 그림 5는 종의 총질량에 대한 집중질량의 비를 증가시키면서 L, H 모드 진동수 변화를 유한요소해석으로 구한 결과이다. 질량비 증가에 따라 H 모드와 L 모드의 주파수 차이는 거의 선형적으로 증가하고, 이에 따라 맥놀이 주기는 쌍곡선 형태로 감소한다. 해석으로부터 1%의 질량비 즉 11.14 g의 집중질량을 ![]() 8.44°에 부착할 때, 모드 쌍의 분포는 측정결과와 일치하고, 맥놀이도 실제 종과 동일한 0.15초의 주기를 갖는 등가 종이 되는 것을 확인하였다. Fig. 6은 완성된 등가 종 모델을 보인다.
8.44°에 부착할 때, 모드 쌍의 분포는 측정결과와 일치하고, 맥놀이도 실제 종과 동일한 0.15초의 주기를 갖는 등가 종이 되는 것을 확인하였다. Fig. 6은 완성된 등가 종 모델을 보인다.
|
그림 5.질량비에 따른 주파수 모드 쌍 Fig. 5.Frequency pair vs. the mass ratio. |
|
그림 6.등가 종 모델 Fig. 6.Equivalent bell model. |
III. 등가 종을 이용한 맥놀이 조절
종의 맥놀이 주기를 조절하기 위해서는 하대 내부의 적절한 위치를 연삭해서 두께를 국부적으로 감소시키는 방법이 보편적이다. 가장 두꺼운 하대의 두께를 감소시키는 것이 인위적으로 비대칭성을 변화시키는데 가장 효과적이기 때문이다. Lee 등[20]은 보신각새종을 대상으로 반복 연삭을 통하여 맥놀이 특성을 조절한 바 있다. 등가 종 모델을 이용하면, 연삭량을 시뮬레이션을 통하여 예측할 수 있으므로 반복 연삭에 소요되는 시간을 크게 줄일 수 있다. 판이나 링 요소 단면의 굽힘 강성은 두께의 3승에 비례하나 질량은 두께에 비례한다.[17] 따라서 H 모드 배(L 모드의 절점)의 요소 두께를 감소시키면 H 모드의 강성 감소 효과로 진동수가 감소한다. 반면에 L 모드의 강성은 거의 변하지 않으므로 L 모드 주파수는 유지된다. 그 결과 두 진동수의 차이는 작아지고, 맥놀이 주기가 길어진다. 반대로 L 모드 배 위치의 두께를 줄이면, 맥놀이 주기는 짧아진다. 본 연구에서는 그림 7과 같이 당좌(0°) 우측 146.25°에 위치한 H 모드의 배에서 하단으로부터 높이 40 mm, 폭 10 mm 요소의 두께를 단계적으로 감소시켰다. 이에 따른 맥놀이 주기의 변화를 유한요소해석을 통하여 예측하고 실험적으로 검증하였다. 그림 8은 해석 및 실험 결과를 비교한다. L 모드의 절점 부근을 연삭하므로, L 모드의 고유진동수는 거의 변하지 않는 것이 두 결과에서 잘 일치한다. H 모드의 강성이 감소하면서 고유진동수가 감소하는 경향도 유사하다. 그러나 3번째 연삭부터는 H 모드의 고유진동수는 실험에서 더 크게 감소하고, L 모드 진동수도 측정치가 조금 더 감소한다. 이 차이는 실제의 연삭 상태와 유한요소해석 모델의 차이 때문으로 확인되었다. 그림 7(a)에서 보듯이, 유한요소 해석에서는 두께 감소가 균일하나 그림 7(b)의 연삭에서는 이 조건을 만족시키기가 어려웠다. 회전 연삭 커터를 사용하면서 요소 중앙 부분이 평균 연삭치보다 더 깊게 연삭되었고, 그 결과 H 모드의 강성은 해석에서보다 더 크게 감소하고 고유진동수도 더 떨어지게 되었다. L모드의 경우는 연삭 요소가 절점 부근이라 그 효과가 작게 나왔다. 그림 9는 연삭으로 두께가 3.0 mm ~ 2.5 mm 범위에서 감소하는 데에 따른 주파수 쌍의 변화와 맥놀이 주기의 측정 결과를 보인다. 국부적인 두께 감소로 1차 모드가 가졌던 초기의 비대칭성이 점차 감소하면서 두 개의 피크가 점차 가까워지고, 그 결과 맥놀이 주기가 길어지는 것을 알 수 있다.
|
(a) |
|
(b) |
그림 7.두께 감소의 위치(a) 등가 종 모델, (b) 시험 종 Fig. 7.Position of the thickness decrement. (a) Equivalent bell model, (b) Test bell. |
|
그림 8.국부적인 두께 감소에 따른 주파수 쌍 변화 Fig. 8.Frequency change by local thickness decrement. |
반대로 L 모드 배의 위치에서 동일한 연삭 작업을 수행한다면 맥놀이 주기를 짧게 만들 수도 있을 것이다. 이러한 연삭은 동일한 효과를 내는 여러 절점 위치에서 나누어 수행함으로써, 구조적 안정성을 훼손시키지 않고 주기를 조절할 수 있을 것이다. 일단 등가 종이 구성된다면, 시뮬레이션을 통하여 연삭 위치, 연삭부위의 면적 및 연삭 두께에 대하여 유용한 정보를 얻을 수 있을 것이다.
본 방법은 대형종의 맥놀이 조절에 더 효과적이다. 무게가 십 톤이 훨씬 넘는 대형 종의 맥놀이 조절시에는 연삭량이 상당하므로 긴 시간이 필요하고, 연삭에 오류가 발생하면 바로 잡기가 매우 어렵다. 본 방법에 근거하여 등가 종을 구성한 후 시뮬레이션을 통하여 소요되는 연삭량을 추정하여 조금씩 단계적으로 연삭량을 늘려 간다면, 오류를 피하고 적절한 주기의 맥놀이를 만드는데 소요되는 시간과 비용을 크게 줄일 수 있을 것이다.
IV. 결 론
종의 여음의 맥놀이를 만드는 1차 진동모드의 모드 쌍 조건을 만족시키기도록 축대칭 종형 구조물에 하나의 집중 질량을 갖는 등가 종 모델을 구성하였다. 등가 종을 이용한 시뮬레이션을 통하여, 종 하대의 요소 두께를 국부적으로 감소시켰을 때 맥놀이 주기의 변화를 예측하였고, 시험 종의 연삭 실험을 통하여 결과의 타당성을 검증하였다. 등가 종의 시뮬레이션으로부터 요구되는 맥놀이 주기를 얻기 위한 연삭 위치와 연삭부위의 면적 및 두께의 정보를 구할 수 있었다. 제시된 방법을 연삭량이 상당히 큰 대형 종의 맥놀이 조절에 적용한다면 연삭에 소요되는 시간을 크게 줄일 수 있을 것이다.
